Proprietà generali
Le leghe 800H (UNS N08810) e 800HT (UNS N08811) sono materiali Nichel-Ferro-Cromo a doppia certificazione che resistono all'ossidazione, alla carburazione e ad altre corrosioni ad alta temperatura. La composizione chimica delle due leghe è identica a quella della lega 800 (UNS N08800), ad eccezione del livello più elevato di carbonio presente in entrambi i gradi (0,05-0,10%) nella lega 800H e (0,06-0,10%) nella lega 800HT. La lega 800HT ha anche un'aggiunta fino all'1,0% di alluminio e titanio. Oltre alle restrizioni chimiche, entrambe le leghe ricevono un trattamento di ricottura ad alta temperatura che produce una granulometria media di ASTM 5 o più grossolana. Le composizioni chimiche ristrette, combinate con la ricottura ad alta temperatura, assicurano che questi materiali abbiano una maggiore resistenza allo scorrimento e alla rottura rispetto alla lega 800.
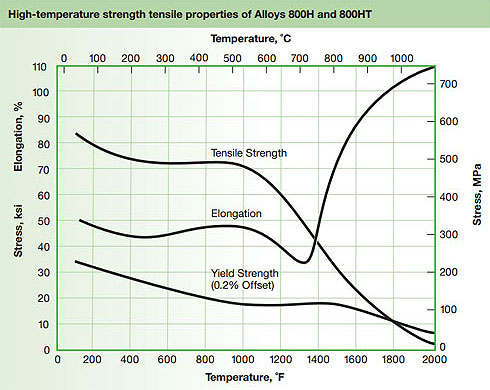
La lega 800H ha buone proprietà di rottura per scorrimento a temperature superiori a 1100 °F (600 °C). Rimane duttile durante l'uso a lungo termine a temperature inferiori a 1290°F (700°C) grazie a un contenuto massimo di titanio e alluminio dello 0,7%. La lega 800 con ricottura standard è consigliata per il servizio a temperature inferiori a 1100°F (600°C). La lega 800H resiste alle atmosfere riducenti, ossidanti e di nitrurazione, nonché alle atmosfere che si alternano tra riduzione e ossidazione. La lega rimane stabile nel servizio ad alta temperatura a lungo termine.
La lega 800HT ha un'eccellente resistenza allo scorrimento a temperature superiori a 1290°F (700°C). Se l'applicazione comporta frequenti escursioni termiche inferiori a 1290°F (700°C) o parti di esse sono permanentemente esposte a una temperatura inferiore a 1290°F (700°C), è necessario utilizzare Alloy 800H. La resistenza alle alte temperature della lega 800HT è paragonabile alla lega 800H. Rimane stabile anche nel servizio ad alta temperatura a lungo termine.
Applicazioni
- Lavorazione chimica e petrolchimica: apparecchiature di processo per la produzione di etilene, dicloruro di etilene, anidride acetica, chetene, acido nitrico e ossialcol
- Raffinazione del petrolio: reformer a vapore/idrocarburi e unità di idrodealchilazione
- Produzione di energia: surriscaldatori di vapore e scambiatori di calore ad alta temperatura nei reattori nucleari raffreddati a gas, negli scambiatori di calore e nei sistemi di tubazioni nelle centrali elettriche a carbone
- Dispositivi per il trattamento termico: tubi radianti, muffole, storte e dispositivi per forni di trattamento termico
Standard
ASTM.................. B 409
ASME.................. SB 409
AMS................... 5871
% peso (tutti i valori sono massimi a meno che non sia indicato diversamente un intervallo)
|
Elemento
|
800H
|
800HT
|
|
Nichel
|
30,0 min.-35,0 max.
|
30,0 min.-35,0 max.
|
|
Cromo
|
19,0 min.-23,0 max.
|
19,0 min.-23,0 max.
|
|
Ferro
|
39.5
|
39.5
|
|
Carbonio
|
0,05 min.-0,10 max.
|
0,06 min.-0,10 max.
|
|
Manganese
|
1.50
|
1.50
|
|
Fosforo
|
0.045
|
0.045
|
|
Zolfo
|
0.015
|
0.015
|
|
Silicio
|
1.0
|
1.0
|
|
Alluminio
|
0,15 min.-0,60 max.
|
0,25 min.-0,60 max.
|
|
Titanio
|
0,15 min.-0,60 max.
|
0,25 min.-0,60 max.
|
|
Alluminio e Titanio
|
0.30 min.-1.20 max.
|
0,85 min.-1,20 max.
|
Proprietà fisiche
Densità
0,287 libbre/pollice3
7,94 g/cm3
Calore specifico
0,11 BTU/lb-°F (32-212°F)
460 J/kg-°K (0-100°C)
Modulo di elasticità
28,5 x 106 psi
196,5 GPa
Conducibilità termica 200°F (100°C)
10.6 BTU/ora/ft2/ft/°F
18,3 W/m-°K
Intervallo di fusione
2475 – 2525°F
1357 – 1385°C
Resistività elettrica
59,5 Microhm-in a 68°C
99 Microhm-cm a 20°C
|
Coefficiente medio di dilatazione termica
Intervallo di temperatura
|
|
°F
|
°C
|
pollici/pollici/°F
|
cm/cm°C
|
|
200
|
93
|
7,9 x 10-6
|
Dimensioni 14,4 x 10-6
|
|
400
|
204
|
8,8 x 10-6
|
Dimensioni 15,9 x 10-6
|
|
600
|
316
|
9,0 x 10-6
|
16,2 x 10-6
|
|
800
|
427
|
9,2 x 10-6
|
16,5 x 10-6
|
|
1000
|
538
|
9,4 x 10-6
|
Dimensioni 16,8 x 10-6
|
|
1200
|
649
|
9,6 x 10-6
|
17,1 x 10-6
|
|
1400
|
760
|
9,9 x 10-6
|
17,5 x 10-6
|
|
1600
|
871
|
Dimensioni 10,2 x 10-6
|
18,0 x 10-6
|
Valori tipici a 70°F (21°C)
|
Snervamento
Offset 0,2%
|
Trazione finale
Forza
|
Allungamento
in 2 pollici.
|
Durezza
|
|
psi (min.)
|
(MPa)
|
psi (min.)
|
(MPa)
|
% (min.)
|
(max.)
|
|
29,000
|
200
|
77,000
|
531
|
52
|
126 Brinell
|
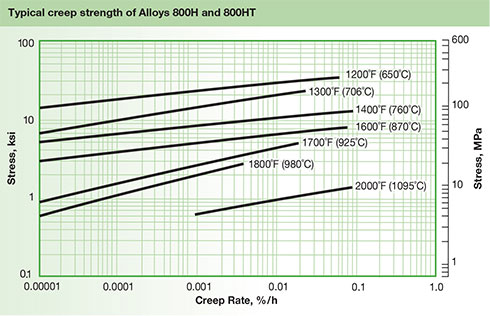
Proprietà di scorrimento e rottura
Lo stretto controllo chimico e il trattamento termico di solubilizzazione sono stati progettati per fornire proprietà ottimali di scorrimento e rottura per le leghe 800H e 800HT. Le seguenti tabelle descrivono in dettaglio le eccezionali proprietà di scorrimento e rottura di queste leghe.
Valori rappresentativi di resistenza alla rottura per leghe 800H/800HT
|
Temperatura
|
10.000 h
|
30.000 h
|
50.000 h
|
100.000 h
|
|
°F
|
°C
|
Ksi
|
Mpa
|
Ksi
|
Mpa
|
Ksi
|
Mpa
|
Ksi
|
Mpa
|
|
1200
|
650
|
17.5
|
121
|
15.0
|
103
|
14.0
|
97
|
13.0
|
90
|
|
1300
|
705
|
11.0
|
76
|
9.5
|
66
|
8.8
|
61
|
8.0
|
55
|
|
1400
|
760
|
7.3
|
50
|
6.3
|
43
|
5.8
|
40
|
5.3
|
37
|
|
1500
|
815
|
5.2
|
36
|
4.4
|
30
|
4.1
|
28
|
3.7
|
26
|
|
1600
|
870
|
3.5
|
24
|
3.0
|
21
|
2.8
|
19
|
2.5
|
17
|
|
1700
|
925
|
1.9
|
13
|
1.6
|
11
|
1.4
|
10
|
1.2
|
8.3
|
|
1800
|
980
|
1.2
|
8.3
|
1.0
|
6.9
|
0.9
|
6.2
|
0.8
|
5.5
|
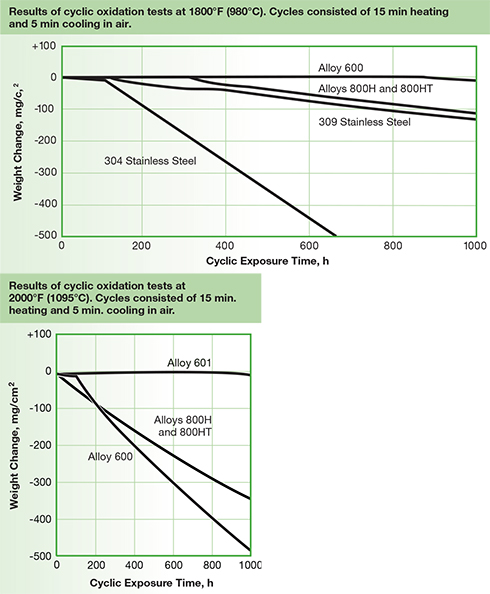
Resistenza all'ossidazione
La combinazione dell'alto contenuto di nichel e cromo nelle leghe 800H e 800HT fornisce eccellenti proprietà di resistenza all'ossidazione a entrambe le leghe. Di seguito sono riportati i risultati dei test di ossidazione ciclica a 1800 °F (980 °C) e 2000 °F (1095 °C).
Resistenza alla corrosione
L'alto contenuto di nichel e cromo delle leghe 800H e 800HT significa generalmente che avranno una resistenza alla corrosione acquosa molto simile. Le leghe hanno una resistenza alla corrosione paragonabile a 304 quando vengono utilizzate nel servizio di acido nitrico e organico. Le leghe non devono essere utilizzate nel servizio con acido solforico. Sono soggetti a precipitazione del carburo di cromo se in servizio per un'esposizione prolungata nell'intervallo di temperatura 1000-1400°F (538-760°C).
Poiché le leghe 800H e 800HT sono state sviluppate principalmente per la resistenza alle alte temperature, gli ambienti corrosivi a cui questi gradi sono esposti normalmente comportano reazioni ad alta temperatura come l'ossidazione e la carburazione.
Dati di fabbricazione
Le leghe 800H e 800HT possono essere facilmente saldate e lavorate con pratiche di fabbricazione standard in officina. Tuttavia, a causa dell'elevata resistenza delle leghe, richiedono apparecchiature di processo di potenza superiore rispetto agli acciai inossidabili austenitici standard.
Stampaggio a caldo
L'intervallo di temperatura di lavoro a caldo per le leghe 800H e 800HT è 1740-2190 °F (950-1200 °C) se la deformazione è del 5% o superiore. Se il grado di deformazione a caldo è inferiore al 5%, si consiglia un intervallo di temperatura di lavoro a caldo compreso tra 1560–1920°F (850–1050°C). Se la temperatura del metallo di lavorazione a caldo scende al di sotto della temperatura minima di esercizio, il pezzo deve essere riscaldato nuovamente. Le leghe devono essere temprate in acqua o raffreddate ad aria rapida nell'intervallo di temperatura di 1000-1400°F (540-760°C). Le leghe 800H e 800HT richiedono la solubilizzazione dopo la lavorazione a caldo per garantire una resistenza e proprietà di scorrimento ottimali.
Formatura a freddo
Le leghe devono essere allo stato ricotto prima della formatura a freddo. I tassi di incrudimento sono superiori a quelli degli acciai inossidabili austenitici. Questo dovrebbe essere preso in considerazione quando si selezionano le apparecchiature di processo. Può essere necessario un trattamento termico intermedio con un alto grado di lavorazione a freddo o con una deformazione superiore al 10%.
Saldatura
Le leghe 800H e 800HT possono essere facilmente saldate con la maggior parte dei processi standard, tra cui GTAW (TIG), PLASMA, GMAW (MIG/MAG) e SMAW (MMA). Il materiale deve essere allo stato di solubilizzazione ricotto e privo di grasso, segni o incrostazioni. Non è necessario un trattamento termico post-saldatura. La spazzolatura con una spazzola metallica in acciaio inossidabile dopo la saldatura rimuoverà la tinta di calore e produrrà una superficie che non richiede ulteriore decapaggio.
Lavorazione a macchina
Le leghe 800H e 800HT devono essere lavorate preferibilmente allo stato ricotto. Poiché le leghe sono soggette a incrudimento, è necessario utilizzare solo basse velocità di taglio e l'utensile da taglio deve essere sempre impegnato. È necessaria un'adeguata profondità di taglio per evitare il contatto con la zona incrudita precedentemente formata.